
数控系统编程过程既繁琐又至关重要,特别是在车削阶段。当遇到较大的余量时,一套有效的简化编程策略可以显著提高生产效率。在这个环节中,循环指令发挥着极其重要的作用。下面,我们将对这一被广泛使用的端面切削循环指令G94进行深入研究。
指令诞生背景

在数控车削的加工环节,若遇到较大的加工余量,往往需要编写众多程序段落,这无疑延长了编程人员编写代码所需的时间。同时,数控机床在执行这些代码时,所需时间也相对较长,导致工作效率不高。因此,为了简化编程步骤和提高数控机床的工作效率,循环指令便应运而生。在众多编程指令里,众多编程人员频繁地运用了径向切削循环和端面切削循环的指令,而G94指令则堪称其中的一个典型例子。
指令格式详情
G94指令具备两种操作方式。首先,它包括基础的端面切削操作,其代码结构为G94 X(U)_Z(W)_F_;而对于诸如锥度端面车削等较为复杂的作业,则需要使用G94 X(U)_Z(W)_F_R_的指令模式。在这种模式下,X、U、Z、W、R和F各司其职,发挥各自的功能。X轴上的坐标需精确标示切削作业的结束位置,U轴上的坐标差异则反映了从切削开始到结束的总距离,这些数据在编程过程中必须准确设定。
指令具体功能
G94的功能十分丰富,它从切削起点出发,首先沿Z轴方向进行轴向切削,接着再进行X轴或X、Z轴同时进行的径向切削。通过这样的操作,能够实现端面或锥面的切削循环。面对不同的加工需求,编程人员可以选择恰当的指令模式,以保证数控机床能沿着既定路径高效地完成加工任务。在加工平面工件时,特别是对那些一端需要加工或是表面带有特定斜度的部件,采用G94模式可以确保工作的高效进行。
指令细致说明
G94代表一个模式代码,这一点非常重要,它表明在后续的编程活动中,代码将依照既定规则进行操作。编程者在输入X、U、Z、W、R等参数时必须格外小心。以R参数为例,它表示切削起点与切削终点在Z轴方向上的距离差。如果R和W的符号不同,还需保证R的数值不超出W的数值。这体现了数控编程对严谨逻辑的严格要求,一旦出现错误,便有可能导致加工环节出现偏差。
指令运动轨迹
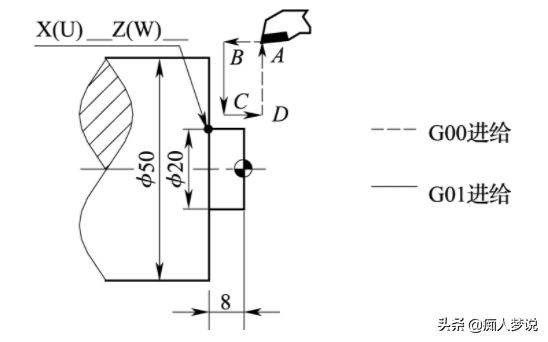
在G94操作模式下,刀具的运动轨迹被细分为两类,一类用于平面切削,另一类用于锥面平面切削。刀具从循环的起始点出发,按照既定路径移动,最终回到起点。在这个过程中,虚线部分展示了刀具的快速移动,而实线部分则按照F值所设定的进给速度进行切削。在端面切削的路径上,刀具必须按照既定规则进行加工。对于锥度端面的切削,必须特别关注锥度的起始和结束位置。在这一过程中,R 值扮演着至关重要的角色。具体来说,它代表了锥端面切削起始点 B 的 Z 坐标与终点 C 坐标之间的差值。
指令使用提示
在进行G94编程操作时,循环起点的坐标设定显得尤为重要。通常来说,X轴坐标值需要略大于工件的外圆直径。另外,Z轴方向上的位置需要适当偏移工件的外侧。采取这样的设置主要是为了确保刀具可以顺畅地进出工件。完成G94指令后,刀具会自动回到循环起点。所以,编程时我们必须考虑到这一特性。在G94代码的循环执行过程中,务必将整个流程走完,只有这样机器才会停止单段运行。操作人员必须了解这一操作要求,以免发生操作错误。

在使用G94指令编程过程中,大家是否遇到了一些独特的难题?不妨给个赞,并将这篇文章分享出去,让我们共同探讨和交流经验!








