
在切削作业过程中,线速度、切削深度以及进给量等几个关键参数,对加工出来的产品质量有着显著的作用。尤其是线速度,它主要通过主轴转速来表现出来,对这些参数的精准把握至关重要。
线速度与刀具耐用度

切削速度与刀具的耐用度密切相关。提高切削速度有助于缩短加工时间,进而提升生产效率。在加工实践中,众多企业会根据样本数据来确定合适的线速度。一般情况下,刀具连续工作15到20分钟后就会达到其使用寿命。但若线速度超出样本规定的20%,刀具的寿命将缩短至原来的一半,这无疑会导致刀具整体成本的增加。
低速切削存在不足,当切削速度达到每分钟20至40米时,工件容易出现振动,这会缩短刀具的使用寿命,进而影响到加工的稳定性以及刀具的耐用度,同时也会对加工品质产生负面影响。
工件硬度与切削速度
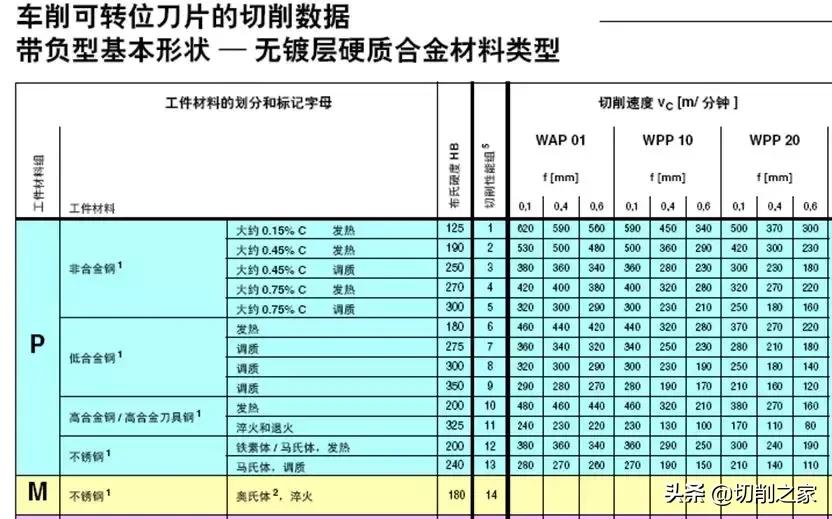
工件材料的特性对切削速度产生重要影响。相同材料中,硬度较大时,切削速度应相应减少;硬度较小则可适当提升切削速度。以45#钢为例,在加工未经调制的零件时,刀具的线速度控制在180至200米每分钟为宜;若材料经过调制,硬度升至HRC28至32,则线速度需降至约120米每分钟。这种变化产生的原因是,当硬度发生变化时,刀具在切削过程中所承受的力以及产生的热量也会随之产生差异。
切深对刀具的影响
切削深度若过大,刀刃承受的切削力将超过其极限,从而导致断裂,使得刀尖无法继续发挥功能。相反,若切削深度过小,刀具在微切深状态下只能在工件表面进行轻微刮擦,这会导致工件表面形成硬化层,进而影响刀具的耐用性和加工表面的光滑度。
在加工铸铁等材料表面时,若机床功率足够,我们理应适度提升切削深度。比如,在处理热轧D80圆钢件扒皮车削作业中,鉴于其椭圆形状尺寸存在细微差别,首刀切削深度需限制在78毫米以内,以防止刀尖损坏,进而延长刀具的耐用度。
切深考虑因素
工件材质多样,热处理后的硬度各不相同,这就意味着加工时的切削深度需要有所差异。操作时,必须根据实际情况灵活调整,不能盲目遵循统一的标准。同时,还要关注切削刃的实际长度。合适的切削深度不仅能使加工过程更加顺利,还能增加刀具的使用时间,降低加工成本,并且提高生产效率。
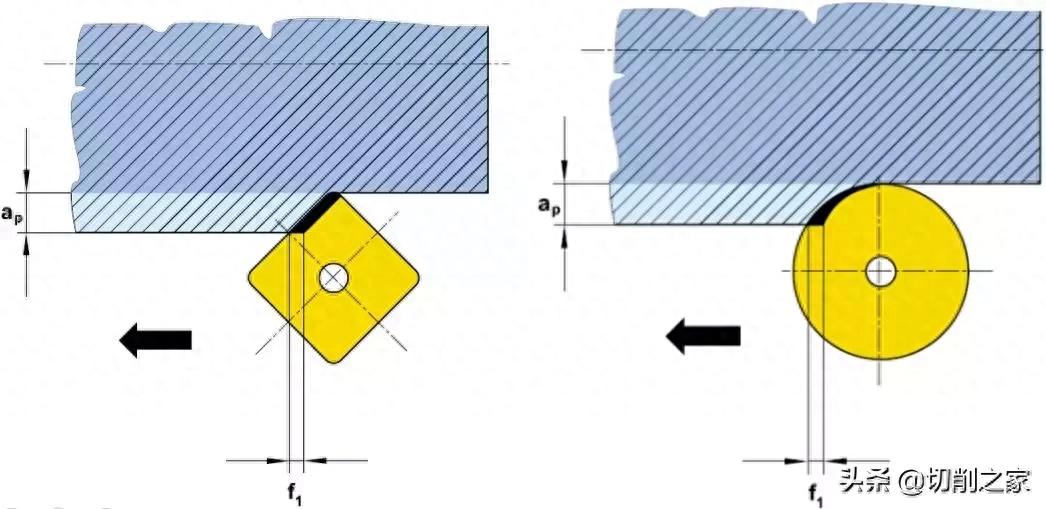
进给量与表面粗糙度
进给量与加工表面的光滑程度有着紧密的联系,我们通常会依据对表面光滑度的具体要求来确定进给量的大小。进给量必须比倒棱的宽度要大,一般而言,是宽度的两倍左右,这样才能确保能够有效地切断屑片。当进给量增加时,切屑层会变得更加厚实,同时切削力和所需的功率也会相应提升,这也就意味着对机床和刀具的性能要求也会相应提高。
进给量较小,会使后刀面磨损速度加快,从而缩短刀具的使用期限;相反,进给量较大时,切削温度会升高,这也加剧了后刀面的磨损。不过,当进给量在0.1至0.4之间时,对后刀面的影响相对较小,这时我们可以根据具体情况灵活调整。
参数综合考量
在切削作业中,线速度、切削深度和进给量三者之间不是孤立存在的,它们之间需要相互关联地考虑。比如,一旦线速度有所改变,切削深度和进给量也需要作出相应的调整,否则加工效果和刀具寿命都会受到影响。在具体操作过程中,技术人员需要不断根据工件的特点和刀具的状况,对这三个参数进行优化。
在切削加工的实际操作中,大家遇到类似参数的难题时,一般是怎么应对的?不妨在评论区分享一下您的处理方式,顺便别忘了给这篇文章点个赞,并把它转发出去!





